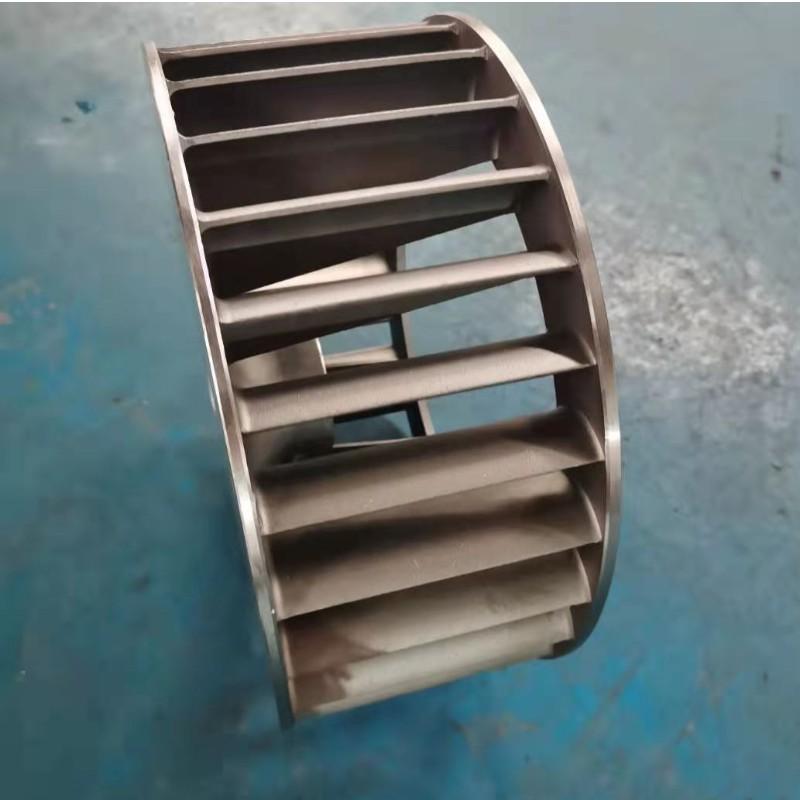
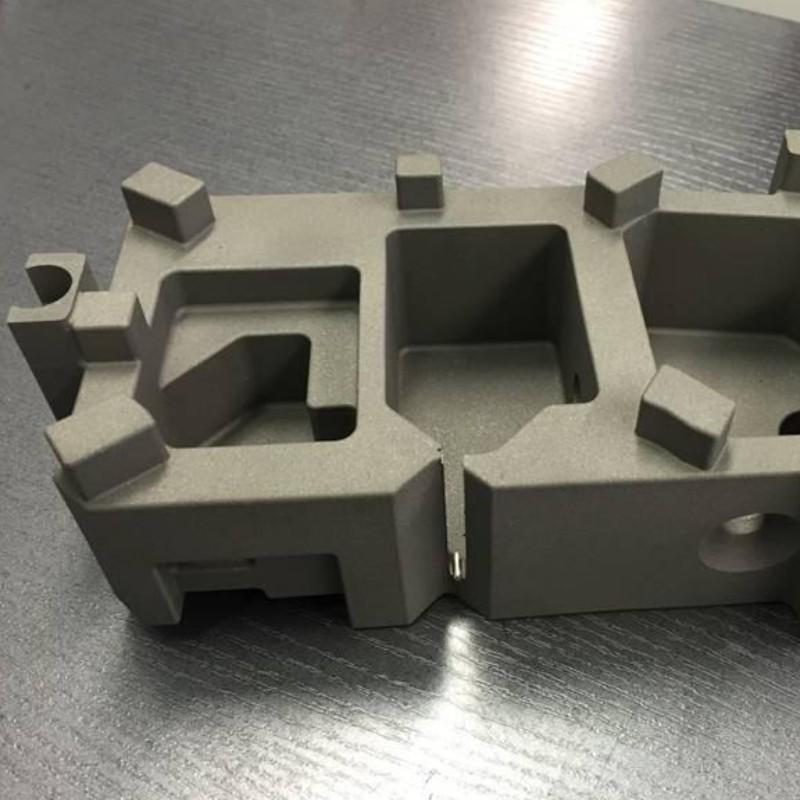
Ninvestment Casting NO Rozwojunowych stopów ostrza do osiągnięcia wydajności wysokiej temperatury wymaga równoległego rozwoju w przetwarzaniu stopu. Przed 1940 r. Ostrza silnikowe turbiny gazowej były żelazne, żelazne stopy przez zimno kute. W latach 40. i lat 50. wprowadzono odlewanie inwestycyjne i stopienie próżniowe do produkcji ostrzy silnika. W latach 70. proces kierunkowania (DS) (DS) został wymyślony i dokonał wielkiego postępu w możliwości termicznej ostrzy. Granice ziarna były znacznie zmniejszone, a kryształyn były wyrównane w kierunku stresu odśrodkowego. Opierając sięna procesie odlewu DS, pojedyncze kryształ (sx)n ostrza zostały wykorzystane, które są wolne od granic ziarna o wysokiej kącie, a zatem dramatycznie zwiększyć temperaturę topnienia ostrzy turbinowych]. Do tej pory wszystkienowoczesne rodziny silników włączyć pojedyncze materiały kryształowe. Niniejsze ostrza turbinowe są zaprojektowane z złożonymi geometrami i skomplikowanymi kanałami, które umożliwiają chłodnicę przepływu powietrza wn inna ostrzan podczasn Obsługan Dlategon, N μl Zwykle wytwarzanen przez odlewanie inwestycyjne N N N N N NTE Proces odlewania inwestycji (zwany również utraconą Odlewanie NWAX) wiąże się znastępującymi krokami:nn1. Wzór składnika odlewania jest przygotowywany przez wstrzyknięcie stopionego wosku do metalowej formy. W razie potrzeby (np. W przypadku fragmentów chłodzących w ostrzach turbin), rdzenie ceramiczne mogą być prefiksowane do formy do skomplikowanych zagłębienia do odlewów. Wzory woskowe można montować w klastrach, aby umożliwić wytwarzanie kilku ostrzy w pojedynczym odleciu. Nn2. Forma woskowa jestnastępnie zanurzonan do ceramicznej zawiesiny składającej się z środków wiążących i mieszanin cyrkonu (ZRSIO4), tlenku glinu (AL2O3) i krzemionki (SiO2), anastępnie stułowanie z większymi cząstkami powyższych materiałów. Proces tennależy powtórzyć kilka razy, aż grubość powłoki jest wystarczająco gruba, aby wytrzymać mechaniczny wstrząs otrzymywania stopionego metalu. Nn3. Po skonstruowaniu skorupy wosk jest usuwany w autoklawie lub piecu. Nn4. Forma ceramiczna jestnastępnie wystrzelona do wysokiej temperatury, aby zbudować jego siłę i przygotować go do otrzymania stopionego superallai. Nn5. Po zakończeniu odlewania, powłoki inwestycyjne są wykupane, a rdzenie ceramiczne są ługowane przy użyciu autoklawu o wysokiej temperatury za pomocą środków chemicznych.


































 Login użytkownika
Login użytkownika