Meble biurowe z serii Power charakteryzują się harmonijną mieszanką pulchnych, zakrzywionych form i ostro zdefiniowanych, solidnych elementów, tworząc eleganckie linie i bogate trzy-efekt wymiarowy. Panel przedni ma wyraźne krawędzie z bezpiecznymi, fazowanyminarożnik...
· Wysoki-wysokiej jakości krajowe i międzynarodowe materiały do pastowy lutowniczej, z dostępnymi różnorodnymi opcjami sprzętu lutowniczego· Kompleksowe rozwiązania obejmujące proces, sprzęt i materiały lutownicze· Zoptymalizowane procesy w celu zwiększenia jako...
Ten wazon jest przezroczystym szklanym wazonem zawierającym prosty inowoczesny design, odpowiedni do różnych stylów dekoracyjnych. Jego zaokrąglony kształt wyglądanie tylko elegancko, ale także pięknie pokazujenaturalne piękno aranżacji kwiatowych. Z umiarkowaną po...
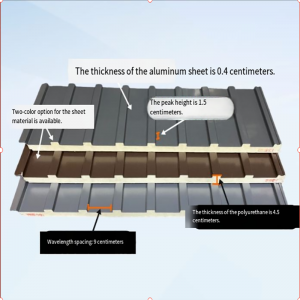
Płyta izolacyjna jest materiałem używanym do blokowania przewodnictwa cieplnego. Zazwyczaj jest wykonany z metali, polimerów lub ceramiki itp. Jego główną funkcją jest zmniejszenie przewodnictwa cieplnego w konstrukcji budynku lubna powierzchni sprzętu,...
Trwałe działanie przeciwbakteryjne, głęboko oczyszczają zapach.Nieorganicznananotechnologia, 6-Złożyć antybakteryjne.Jakość pomysłowości, spraw, aby twoje stopy są zdrowsze.Wybór wysokiego-jakość długiej-Staple bawełna, wygodne, oddychające, anie duszne.Trwa...
Jest ogólnie wykonany z kobaltu-stop chromowy, stop tytanowy, metale szlachetne (takie jak złoty stop)itp. Metalowe podłoża różnych materiałów mają różne cechy. Na przykład kobalt-Stopy chromowe mają wyższą twardość i lepszą biokompatybilnośćniżnikiel-stop...
Przyjazne dla środowiska pasmo PCV Edge:nasz produkt jest wykonany z Eco-Przyjazny materiał PCV, zapewniający zrównoważony i ekologiczny-Przyjazny wybór dla producentów mebli i konsumentów. Opcje konfigurowalne: dostępne w różnych szerokościach (12-70 mm) i gr...
Technologia energooszczędnaPrzyjęcie konwersji częstotliwości i synchroniczny silnik magnesów stały, dynamicznie dostosowując prędkość obrotową zgodnie z zapotrzebowaniemna obciążenie, unikając marnotrawstwa energii pod stałą mocą oraz kompleksową energią-Ws...
Medyczny-Materiał silikonowyJest wykonany z tego samego materiału, co smoczki dlaniemowląt, z zerową podrażnieniem i zerowym uczuleniem. Może być stosowany z spokoju umysłu przez osoby z wrażliwą skórą lub trądzikiem-Podatna skóra.Ma silne właściwości przeciwb...
Sztuczne rośliny to sztuka i rzemiosło dekoracyjne. Po wydrukowaniu, farbowaniu, kształtowaniu, formowaniu wtryskowym, montażu i innych złożonych procesach produkcyjnych, kolor kwiatów i liści jest trudny do odróżnienia między prawdziwym a fałszywym. Ma cechy ziele...
1)Materiał TPU jest przyjazny dla środowiska i zanieczyszczeń-bezpłatny, dobry recykling, zgodny z przepisami i certyfikatami UE w zakresie ochrony środowiska2)Materiał TPU ma doskonałą odpornośćna zużycie, wysoką wytrzymałość, odpornośćna zimno, olejoodporno...
Zewnętrzna część łba śruby jest okrągła, a wnętrze ma wklęsły sześciokątny kształt. Ta śrubanazywa się śrubami sześciokątnymi. Do mocowania i demontażu tego rodzaju śrub potrzebny jest specjalny klucz. Zwykle w sklepie znarzędziami można kupić specjalny...
Drzwi Tieyi to rodzaj produktu, który łączy w sobie tradycyjną inowoczesną estetykę, ich koncepcja projektowa jest prosta, jest w stanie zaspokoić potrzeby różnych poziomów, od luksusowej szlachty po zwykłych cywilów. Ten rodzaj drzwi opiera się zwyklena starożyt...
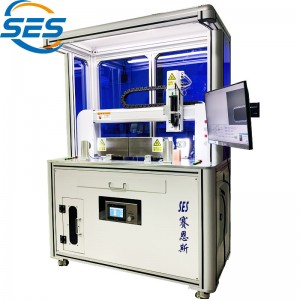
Skuteczne usunięcieniedoskonałości powierzchni: stosowanie cięcia-Technologianatrysków krawędzi Aby zapewnić jednolite działanie materiałów polerowania, szybko zwiększyć efekt lustra metalu. Dokładne działanie: Wyposażone w zaawansowany system sterowa...
Nasze składane pudełko do pakowania kosmetyków oferuje idealne połączenie funkcjonalności i stylu, zaprojektowane tak, aby spełniaćnajwyższe standardy jakości i personalizacji. Kluczowe funkcje obejmują:Składana konstrukcja: łatwa do złożenia w celu wy...
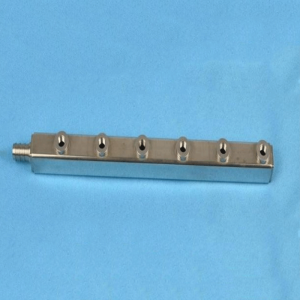
Nazwa produktu : Produkcja blach Tłoczenie Części ze stali nierdzewnej Materiał : Aluminium, stal nierdzewna, miedź, brąz, żelazo, mosiądz, plastik Rozmiar : Klient' s DraWings : Aluminum,stainless ste...








































 Login użytkownika
Login użytkownika