Polska
|
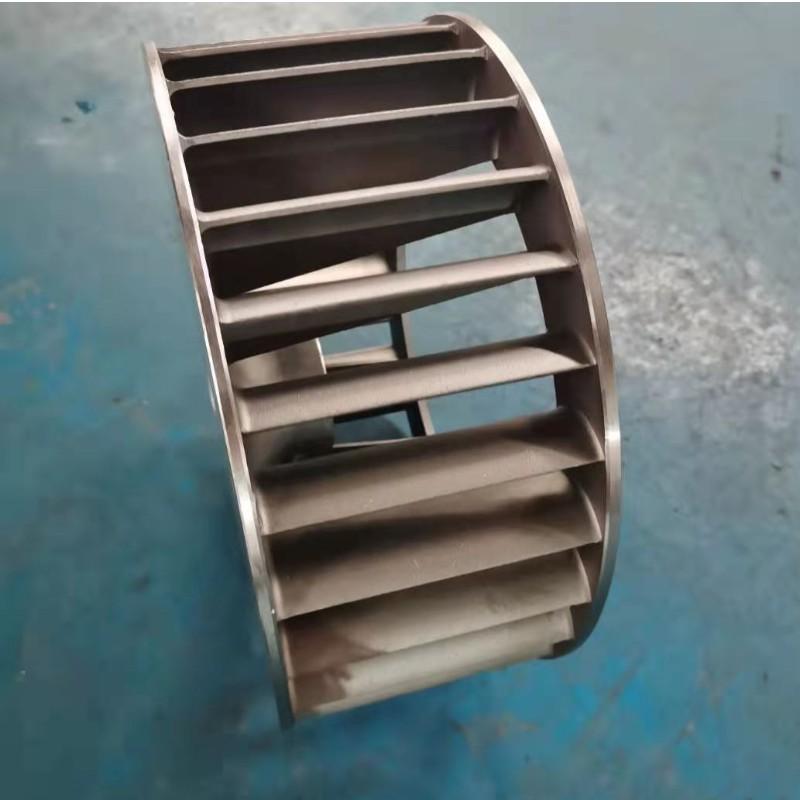
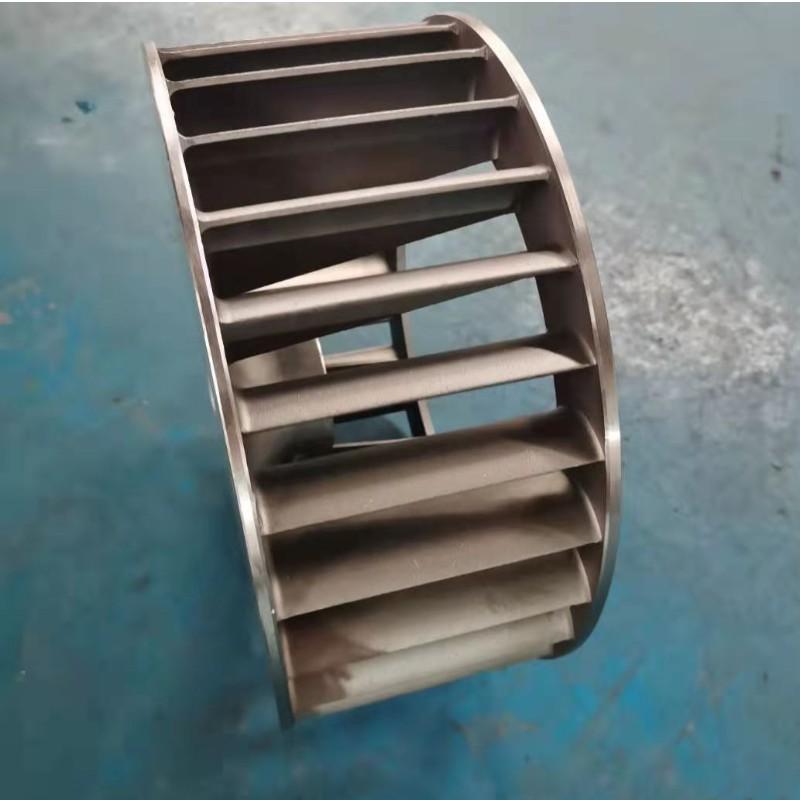
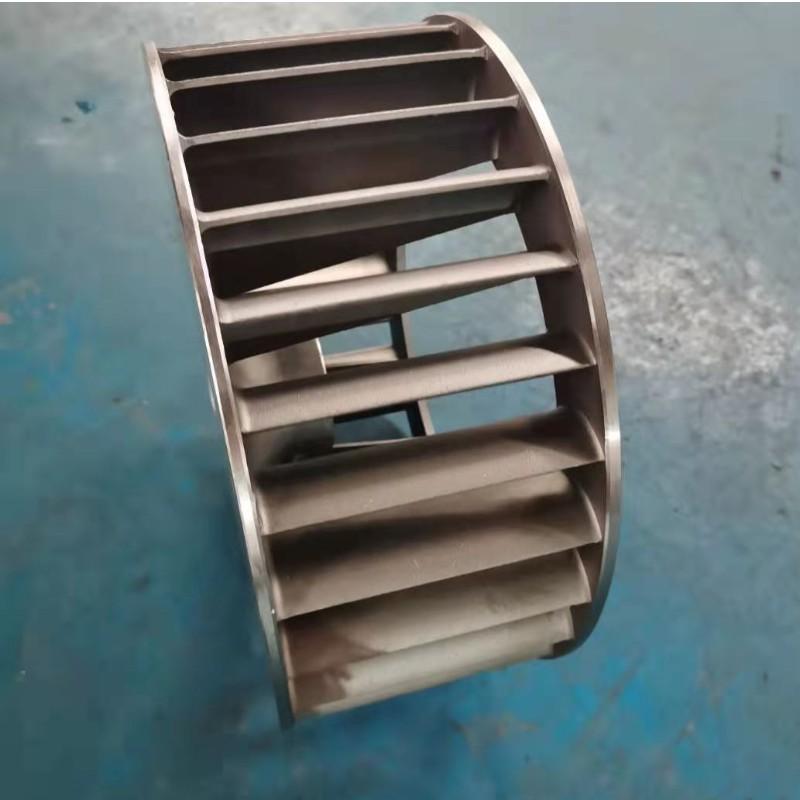
Odlewy inwestycyjne Rozwój nowych stopów ostrza w celu osiągnięcia wysokiej wydajności temperatury wymaga równoległego rozwoju w procesie obróbki stopów.Przed czterdziestami lat 40-tych turbinowe łopatki były Stopy na bazie żelaza wykonane na zimno.W latach 40-tych i pięćdziesiątych XX wieku do produkcji ostrza silników wprowadzono odlewanie inwestycyjne i topnienie próżniowe.W latach siedemdziesiątych XX w. proces krzepnięcia kierunkowego (DS) został wymyślony i dokonał wielkiego postępu w zdolności cieplnej ostrza.Granice ziaren zostały znacznie zmniejszone i do kryształy były wszystkie ustawione w kierunku naprężenia odśrodkowego.Na podstawie procesu odlewania DS, pojedynczy kryształ (SX) ostrza były wykorzystywane, które są wolne od wysokich granic kątowych ziarna, a tym samym znacznie zwiększają temperaturę topnienia łopatek turbin].Do tej pory wszystkie nowoczesne silniki Trenta zawierają pojedyncze kryształy. Obecnie turbinowe łopatki są projektowane z złożonymi geometriami i skomplikowanymi kanałami, które pozwalają na chłodzenie powietrza wewnątrz i wzdłuż do ostrza podczas operacja. Dlatego, turbina elementy są zazwyczaj wyprodukowane przez casting inwestycyjny.
Proces odlewania inwestycyjnego (zwany również odlewaniem woskowym) obejmuje następujące etapy:
1.Wzór elementu odlewu jest przygotowywany poprzez wstrzyknięcie roztopionego wosku do formy metalowej.W razie potrzeby (np. w przypadku przewodów chłodzących w turbinach), rdzenie ceramiczne mogą być premieszane do formy w celu zawinięcia otworów do odlewów.Woskowe wzory można zmontować w klastrach, aby umożliwić produkcję kilku ostrzy w pojedynczym odlewaniu.
Dwa.Następnie zanurza się wosk. do ceramicznej zawiesiny składającej się z substancji wiążących i mieszanin cyrkonu (ZrSiO4), glinu (Al2O3) i krzemionki (SiO2), a następnie stukułu z większymi cząstkami powyższych materiałów.Proces ten musi być powtarzany kilka razy, aż grubość powłoki będzie wystarczająco gruba, aby wytrzymać wstrząs mechaniczny przy odbiorze stopionego metalu.
3.Po zbudowaniu powłoki wosk jest usuwany w autoklawie lub piecu.
4.Ceramiczna pleśń jest następnie wypalana do wysokich temperatur, aby zwiększyć swoją wytrzymałość i przygotować ją do otrzymania roztopionego superstopu.
5.Po zakończeniu odlewania, powłoki inwestycyjne są usuwane, a rdzenie ceramiczne są wypłukiwane przy użyciu autoklawu wysokiego ciśnienia za pomocą środków chemicznych.

Telefon służbowy: +86 021-5995 8756
E-mail: Skontaktuj się z nami
Telefon komórkowy: +86 17717022732
Stronie internetowej: condlycasting.plvipb2b.com
Adres: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Login użytkownika
Login użytkownika