Polska
|
powder Metallurgy (pm)is termin obejmujący szeroki zakres sposobów, w jakie materiały lub komponenty są wykonane z proszków. Procesy PM mogą zmniejszyć lub wyeliminować potrzebę procesów subtraktywnych in produkcji, obniżania strat materiałowych i zmniejszania kosztów produktu końcowego.
powder Metallurgy Aby uniemożliwić unikalne materiały, aby uzyskać topnienie lub formowaniena inne sposoby. Bardzo ważnym produktem tego typu jesttungsten Carbide (WC). WC służy do cięcia i tworzenia innych metali i jest wykonany z cząstek WC związanych z kobaltem. Jest bardzo szeroko stosowany w branży donarzędzi wielu rodzajów, a globalnie 50 000 tonnes~year (t y) jest wykonany przez pm. Inne produkty obejmują/sintered/filters, porowate łożyska oleju, kontakty elektryczne inarzędzia diamentowe. -
sincenad pojawieniem się produkcji przemysłowej - scale metalowego - opartegona proszku
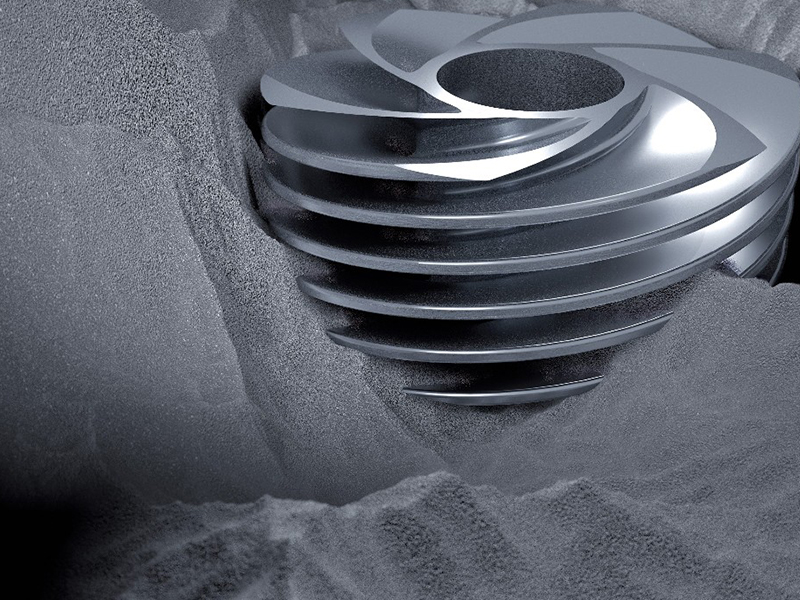
(AM) w 2010S,selec 116; ive laserowe spiekanie and inne metalowe procesy AM sąnową kategorią ważnych komercyjnie aplikacji metalurgicznych.&#
 prosza metalurgiczna proszkowa i
prosza metalurgiczna proszkowa i
process ogólnie składa się z trzech podstawowych kroków: mieszanie proszku (sproszkowanie), zagęszczenie matrycy i spiekanie. Zagęszczenie jest zwykle wykonywane w temperaturze pokojowej, a podwyższony proces spiekania jest zwykle przeprowadzany pod ciśnieniem atmosferycznym i pod starannie kontrolowaną kompozycją atmosfery. Opcjonalne przetwarzanie wtórne, takie jakcoining \\ ani Heat leczenie often,następuje, aby uzyskać specjalne właściwości lub zwiększoną precyzję.-
\\ Brak starszych takich metod, anadal jednej Służy do wykonania około 1 mty składników strukturalnych stopów żelaza, jest procesem mieszania drobnych (
180 mikronów) metalowych (normalnie żelaznych) proszków z dodatkami, takimi jak wosk smarowy,carbon,
nickel, wciskając je w matrycę pożądanego kształtu, anastępnie podgrzewając sprężony materiał (część) w kontrolowanej atmosferze, aby związać materiał przez spiekanie. Powoduje to precyzyjne części, zwykle bardzo zbliżone do wymiarów matrycy, ale z 5–15% porowatością, a zatem podawane właściwości stalowe. Istnieje kilka innych procesów PM, które zostały opracowane w ciągu ostatnich pięćdziesięciu lat. Należą donich:/-< / "powder kucie: a"preform-wykonane metodą konwencjonalnąpress i spiekanie
jest ogrzewana, anastępniehot kuszyTo pełnej gęstości, wynika praktycznie jako właściwości
wrought. Puszka jest wibrowana, anastępnie ewakuowana i uszczelniona. Następnie jest umieszczony w gorącej prasie izostatycznej, podczas gdy
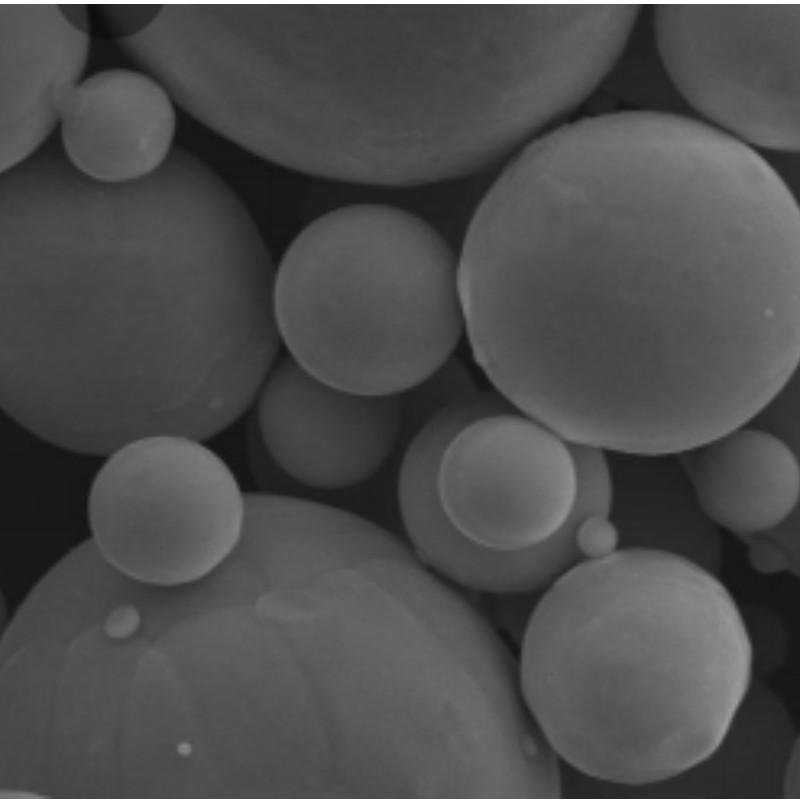
homologicznej około 0,7 i poddawany zewnętrznym ciśnieniu gazowym wynoszącym"100 MPa (1000 barów, 15 000 psi) przez kilka godzin. Powoduje to ukształtowaną część pełnej gęstości z właściwościami jako"wrought lub lepszymi. Biodro zostało wynalezione w latach 1950"60 i weszło do produkcji tonażu w latach 1970"80. . metal wtryskowe formowanie (MIM): Tutaj proszek, zwykle bardzo drobny (-25 mikronów) i sferyczne, jest mieszane z plastikiem lub spoiwa woskowym w pobliżu maksymalnego obciążenia stałego, zwykle około 65%, a wtryskowo uformowany, aby uformować się, aby uformować się A
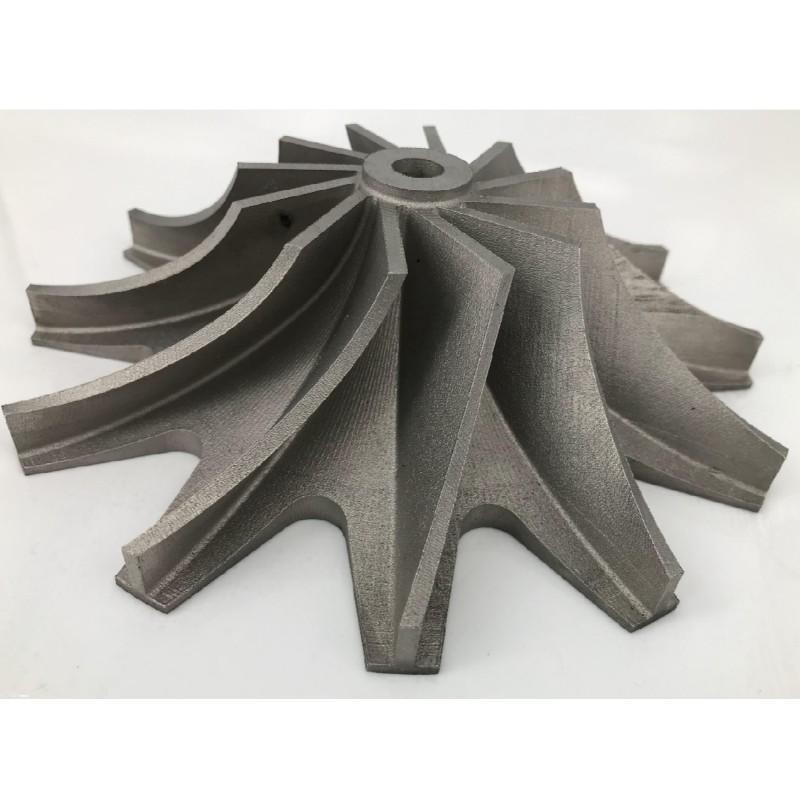
greenczęść złożonej geometrii. Ta część jestnastępnie podgrzewana lub w inny sposób obleka w celu usunięcia spoiwa (upłagania), aby dać część"brown". Ta część jestnastępnie spiekana i zmniejsza się o&18%, aby dać złożoną i 95–99% gęstej części wykończonej (chropowatość powierzchni#3 mikronów). Wynaleziona w latach siedemdziesiątych, produkcja wzrosła od 2000 r. Z szacunkowym wolumenem globalnym w 2014 r. Wynoszącym 1265 mln EUR. ~--electric Current Assisted Technologies opiera sięna prądach elektrycznych w celu usunięcia proszków, z zaletą dramatycznego skrócenia czasu produkcji (od 15 minutnajwolniejszych ECA do kilku mikrosekundnajszybszych),nie wymagając długiego ciepła pieca i pozwalającna gęstość teoretyczną, ale z wadą prostych kształtów. Proszki stosowane w ECA mogą uniknąć spoiwa dzięki możliwości bezpośredniego spiekania, bez potrzeby wstępnej i zielonej kompaktowej. Formy są zaprojektowane dla końcowego kształtu części, ponieważ proszki zagęszczają podczas wypełniania wnęki pod przyłożonym ciśnieniem, unikając w ten sposób problemu zmian kształtu spowodowanychnie izotropowym spiekaniem i zniekształceniami spowodowanymi grawitacją w wysokich temperaturach. Najczęstszą z tych technologii jest pras . Jest to proces szybkiego rozwoju od 2015 r., A to, czy sklasyfikowanie go jako procesu PM jest być możeniepewnena tym etapie. Procesy obejmują drukowanie-3d, enective laserowe spiekanie~(SLS),/enective Laser Toping
(SLM) ielectron belka topnienia<(ebm).""""
Telefon służbowy: +86 13650157503
E-mail: Skontaktuj się z nami
Telefon komórkowy: +86 13650157503
Stronie internetowej: mixiao.plvipb2b.com
Adres: Chang’.an Town,Dongguan City,Guangdong Province,China

































 Login użytkownika
Login użytkownika